
以下是16Mn精密钢管实力厂家质量稳定的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:16Mn精密钢管实力厂家质量稳定的图文介绍

江泰钢材有限公司是一家从事[关键词销售]的公司。公司库存充足,可随到随提,规格齐全,价格合理,信誉度高。本公司自成立以来,一直秉持“诚信经营,客户为上,追求更好,精益求精”的发展理念,以始终如一的服务质量和值得信赖的企业信誉,获得国内外客户及合作伙伴的广泛认可。凭借与国内外各大钢厂建立的良好信誉与战略合作关系,我们取得了稳定的产品资源优势。同时,借助的运营体系和市场管理,力求为国内外客户提供快捷而优质的服务。



精密管厂家要想获得比较重要的行情就要必须进行改革,促进厂家的不断地进行交流和合作,不断地进行改造厂家的生产方式,搞好精密管厂家的正常的进行交流和息共享,进行共同进步和发展才能够获得更大的发展!精密光亮管上升的空间仍然是比较巨大的,由于市场状态的不断地进行,导致了精密光亮管的市场比较艰难,有的厂家也是比较重视业绩的,以至于业绩也不是很好。在八月份的时候主要的就是要进行重视厂家的正常的进行发展,这样的话精密光亮管的发展才是会正常起来的。由于精密光亮管在“金九银十”的市场条件下要不断地进行改善行情的发展和各种的经济的发展,因此对于厂家而言要恢复生产,还要注意各种的去产能的力度,这样的话精密光亮管行业才能够有较大的发展。



但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的 规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20#精轧管机设计φ508mm或φ530mm机型完全可能。穿孔机和轧管机钢管旋转方向的研究:绝大多数机组的布置中,穿孔机和轧管机都采用与轧制荒管同向旋转的工艺设计,钢管管体和内外表面质量良好。但在20#精轧管机组出现过一种情况:精轧管机轧制荒管的旋转方向与穿孔钢管旋转方向相反的工艺和布置,其轧制钢管质量良好,对此现象,还需进一步研究分析。锥形辊穿孔机的选型:锥形辊穿孔机的轧辊有立式布置和卧式布置之分,使用中两种方式都存在。


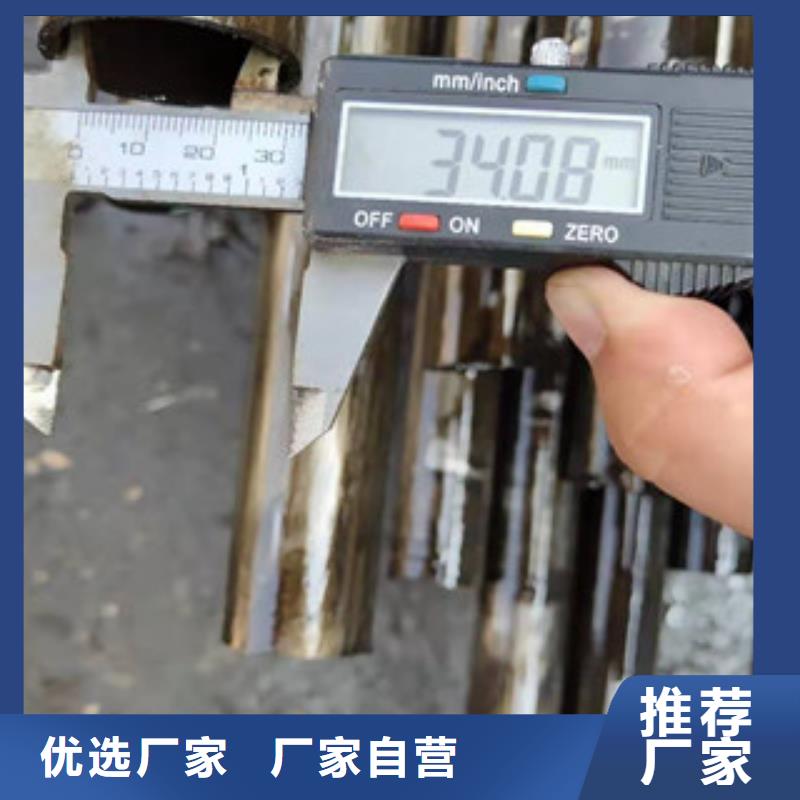
热轧精密管的交货状态一般是热轧状态经过热处理后进行交货。热轧精密管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精密管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精密管的规格用外径*壁厚毫米数表示。精密管分热轧和冷轧(拨)精密管两类。热轧精密管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)精密管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧精密管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
